上汽通用五菱:汽车前保险杠引擎盖翻边区域内分型机构设计
 汽车宝贝
汽车宝贝1塑件分型线分析
图1所示为某车型前保险杠,材料为PP-T20,表面要求为车身色喷漆。根据该车型的造型特点,前保险杠有前格栅,直接与前引擎盖搭接匹配。在前保险杠模具设计时,引擎盖区域的分型线将位于塑件翻边最大外轮廓的R角上,造成分型线外漏。
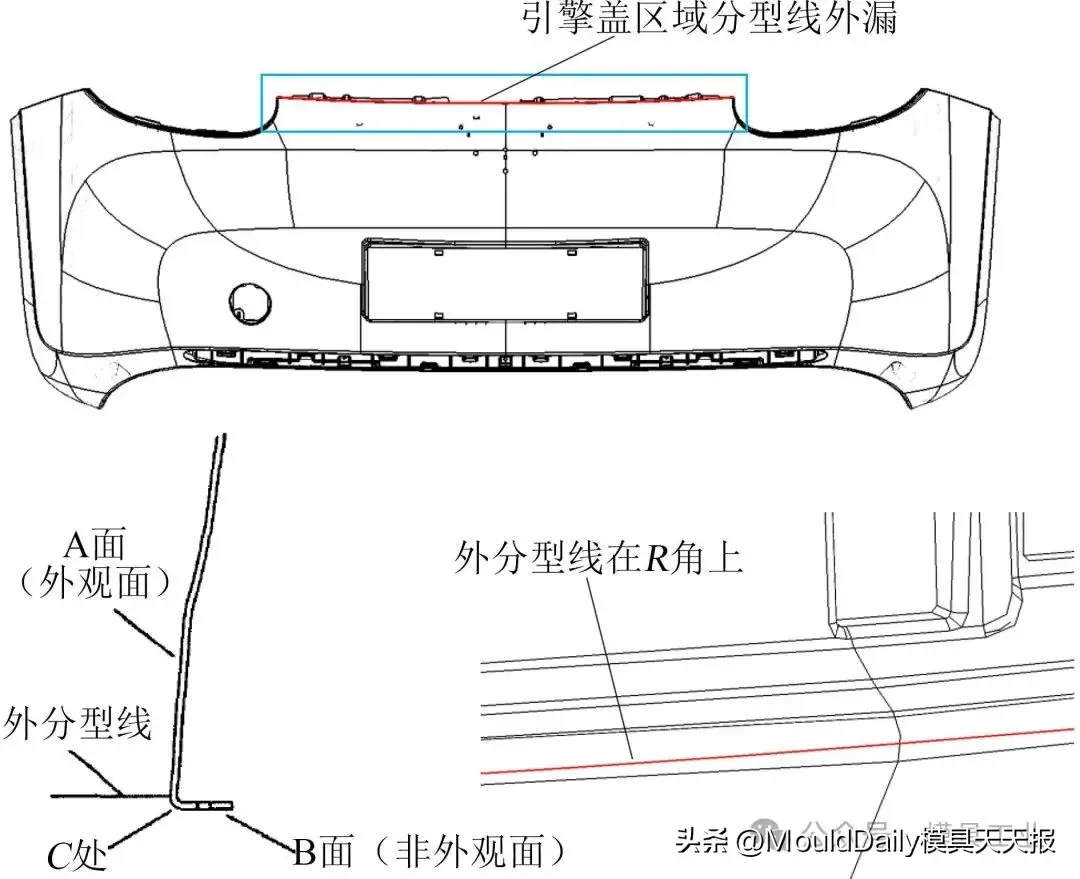
图1 塑件分型线设计
前保险杠塑件这种外分型线设计主要存在如下问题。
(1)引擎盖区域的分型线位于塑件外观R角上,塑件装车后能看到分型线,影响塑件的外观质量。
(2)前保险杠在喷漆前,外漏的分型线需进行打磨,增加了制造成本。
(3)由于模具制造精度及注射生产过程中存在磨损,分型线位置会产生飞边及段差,降低了塑件合格率。
为了解决上述问题,结合该保险杠的形状特点,考虑将引擎盖区域的分型线设计在塑件圆角的内侧,设计成内分型线,如图2所示。在塑件装配后该分型线可以隐藏,不仅解决了分型线外漏问题,还提高了表面感知质量及保险杠模具生产的合格率。
图2 塑件内分型线设计
保险杠引擎盖区域翻边位置的内、外分型线设计对比如图3所示,内分型线设计方案使此处圆角在主脱模方向形成了倒扣,如果塑件直接脱模,圆角将被拉坏。因此需要在引擎盖区域设计一种新的内分型拉变形机构,实现对该区域内分型线的成型。
图3 内外分型线设计对比
2引擎盖区域内分型机构设计
2.1 内分型机构方案设计
为了使前保险杠引擎盖区域翻边C处的圆角倒扣在开模时不被拉坏,需让塑件在开模前产生弹性变形。该内分型机构如图4所示,首先斜推块为塑件让出变形空间,然后拉块在推杆、T形导滑块、拉杆及拉变形导轨的共同作用下,推动塑件向其内侧变形,将塑件末端C处的倒扣向内侧拉出,以实现塑件的正常脱模。
图4 前保险杠引擎盖区域内分型机构
内分型机构工作原理如下。
(1)模具开模时在氮气弹簧及同步拉钩的共同作用下,保持推板与定模型腔板的相对位置不变,塑件仍包裹在型腔内,斜推块同步后退,为塑件拉变形让出空间。
(2)利用塑件的可变形性,在开模到达预定行程的过程中,通过推杆、T形导滑块、拉杆及拉变形导轨驱动拉块将塑件向其内侧推动,使塑件C处倒扣脱离定模型腔。
(3)模具开启,塑件与定模型腔板分离。
(4)模具继续进行推出动作,再通过推杆、T形导滑块、拉杆及拉变形导轨的共同作用控制拉块向塑件外侧运动,使塑件恢复原状。
2.2 内分型机构组成
2.2.1 拉变形机构
前保险杠引擎盖区域翻边内分型机构如图5所示,主要包括斜推杆、推块、拉变形导轨和拉杆。拉变形结构如图6所示,主要包括推杆、导滑套、T形导滑块、拉块、拉杆和拉变形导轨,其中T形导滑块为铍青铜材质,固定在推杆上;拉杆设计为L形,轴承转动块固定在拉杆上,拉杆一端固定在直顶拉块上,另一端通过轴承转动块与拉变形导轨连接;拉块在T形导向块和拉变形导轨的共同导向作用下,实现对保险杠引擎盖区域翻边的拉变形及复位。
图5 前保险杠引擎盖区域内分型机构
图6 拉变形结构
拉块与斜推块安装匹配关系如图7所示,斜推块与拉块之间由型芯隔开,推杆与斜推块采用独立定位设计,其中拉块压着斜推块,以降低在注射过程中产生斜推痕迹的风险。
图7 拉块与斜推块安装匹配关系
2.2.2 内分型辅助机构
内分型辅助机构包括4个同步拉钩机构、6个氮气弹簧及4个液压缸,如图8所示。在模具开模初期,同步拉钩机构和氮气弹簧辅助机构共同作用,使塑件包裹模具型芯,并随型芯运动,以辅助拉变形机构对塑件实施拉变形动作。
图8 内分型辅助机构
2.2.3 推出机构
该前保险杠模具共有两级推出,其中引擎盖区域翻边内分型机构设计在一级推出,一级推出距离为160 mm。一级推出又分为2个阶段,第一阶段为同步推出拉变形阶段,共推出50 mm,由氮气弹簧及同步拉钩共同驱动推板与型腔板同步运动,此时液压缸不运动,推板与液压缸避空50 mm,如图9所示。第二阶段推出距离为110 mm,由液压缸驱动推板运动,在这过程中拉变形机构完成复位。
图9 液压缸与推板避空
在一级推出第一阶段过程中,首先向上推出10 mm,斜推块后退为保险杠拉变形让出变形空间,然后再向上推出30 mm,拉块推动塑件向塑件内侧变形4 mm,完成拉变形动作;最后再向上推出10 mm,拉块只向上推出,维持着塑件拉变形终止时的状态。第一阶段推出完成后,型腔板与塑件分离,完成保险杠引擎盖区域倒扣的脱模成型。在第二阶段推出110 mm的过程中,斜推块继续后退,拉块向塑件外侧运动4 mm,完成塑件拉变形后的复位。
▍原文作者:石波沈亮涵铁盛武何叶春王炜
▍作者单位:上汽通用五菱汽车股份有限公司 技术中心